Coated abrasives
Products coding
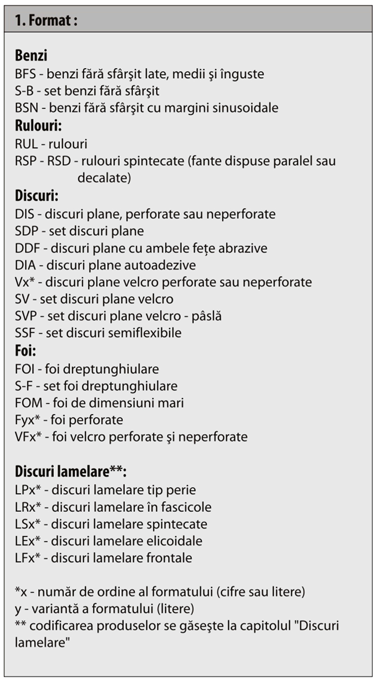
Carbochim's abrasive products are identified on following coding rules:

Products range
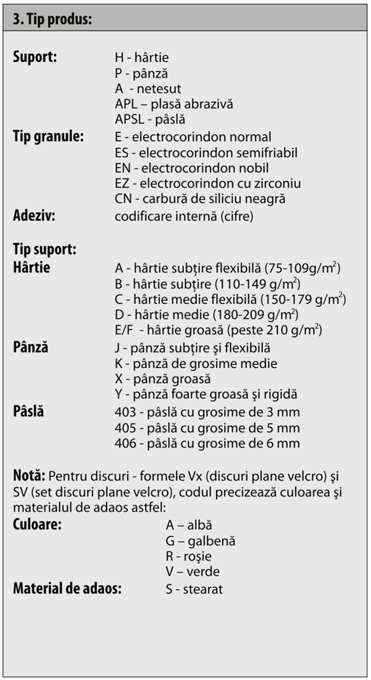
The coated abrasive products are obtained by abrasive grains coating on paper, cloth, combination backing with bonded materials (glue and resins) and fillers.
The resulting jumbos from manufacture process are converted in specific shapes corresponding to working process requirements.
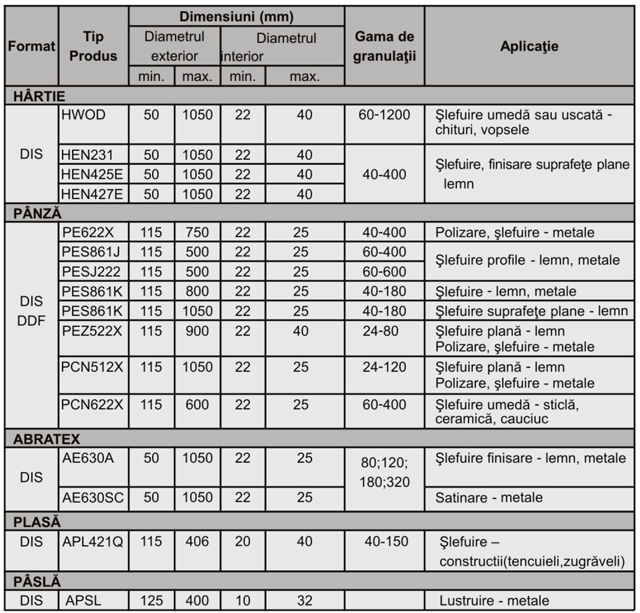
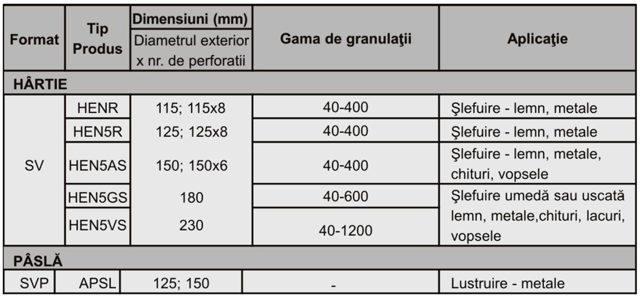
CARBOCHIM SA produces and sell a wide range of coated abrasives in different shapes and dimensions; rolls, sheets, belts, discs, flap wheels, flap discs etc. The products type and general characteristics are shown in the table below:
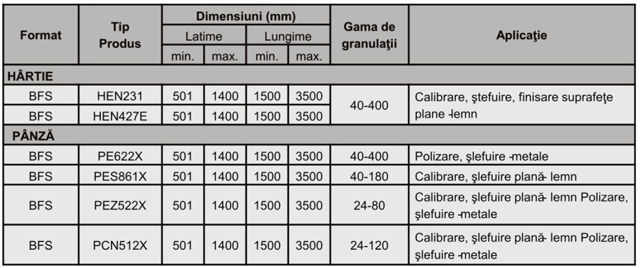
Belts
Carbochim S.A. Offers a large range of belts: wide, medium and narrow that are used to equip industrial machines or hand tools. These products guarantee a very good quality of surfaces and optimum efficiency in grinding operations of wooden surfaces, metal, glass, porcelain, paints, varnish surfaces etc.
Joint types:
- 10 overlapped joint
- 11 grain tips removal overlapped joint
- 20 straight side to side joint with red plastic tape
- 21 straight side to side joint with white plastic tape
- 22 straight side to side joint with grain removal and with red plastic tape
- 23 straight side to side joint with grain removal and with white plastic tape
- 25 straight side to side joint with blue plastic tape
- 30 zig-zag joint with red plastic tape
- 31 zig-zag joint with white plastic tape
Wide belts
Packing:
5-10 pes. depending on grit size and dimensions.
Belts are manufactured according to ISO 2976:2005.Sinusoidal edges belts

Packing:
Depending on grit size and dimensions.
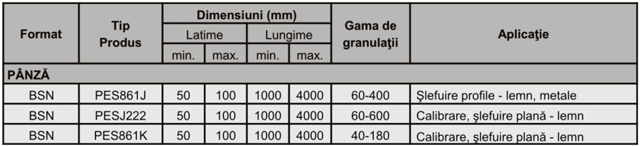
Belts are manufactured according to ISO 2976:2005.Medium and narrow belts

Packing:
5-10 pcs.
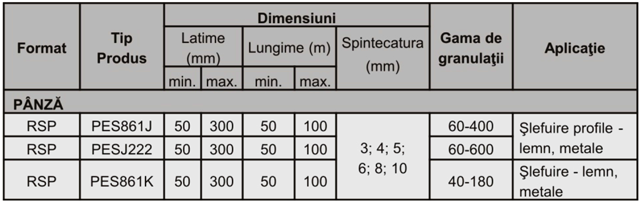
Depending on grit size and dimensions.Belts set

Packing:
3 belts/set, 10 sets/box.
Belts set are manufactured according to ISO 2976:2005.Rolls
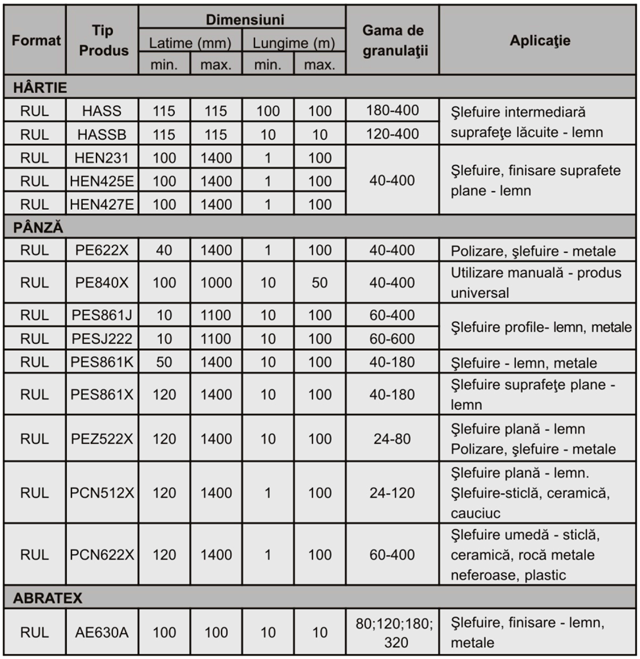

Packing:
5 pes.
Rolls are manufactured according to ISO 3366:19Split rolls

Packing:
1 pes./box
Rolls are manufactured according to ISO 3366:19DIY rolls
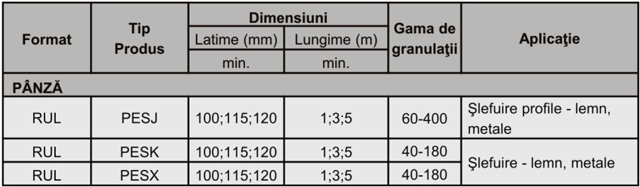

Packing:
10,15,25 rolls/box depending on dimensions and product grit size.
Rolls are manufactured according to ISO 3366:1991Sheets
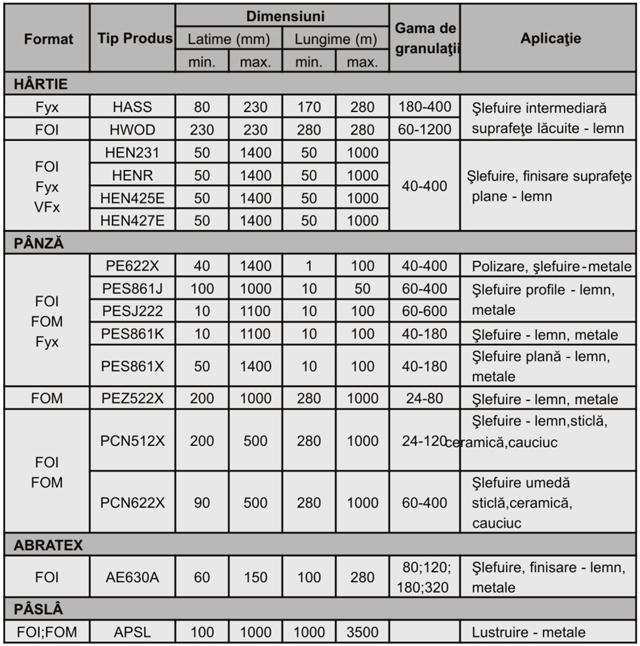

Packing:
Sheets -50pcs./box,
Fyx; VFx -10 pcs./box,
FOM - 20 pcs./box
Sheets are manufactured according to ISO 21948:2001 and ISO 21949:2001 standardsRectangular sheets set
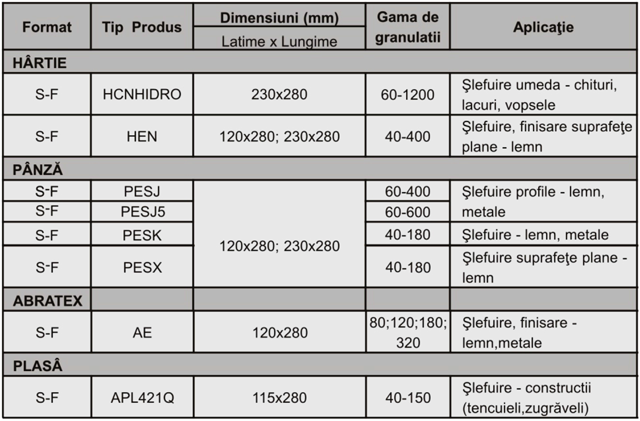

Packing:
S-F - 5 pcs,/set, exception:
S-F - HCNHIDRO - 10pcs./set
S-F - APL421Q - 10pcs./set
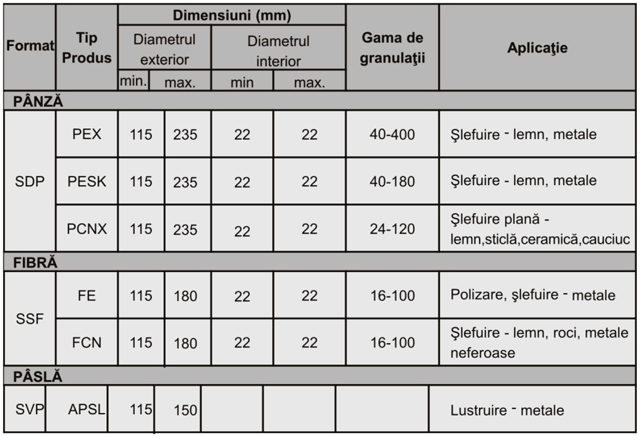
Sheet sets are manufactured according to ISO 21948:2001Discs
Plane discs

Packing:
DIS - 50 pcs./box; DDF - 25 buc./box. DIS APSL -10 pcs./box;
Discs are manufactured according to ISO 21950:2001.Velcro discs with or without holes
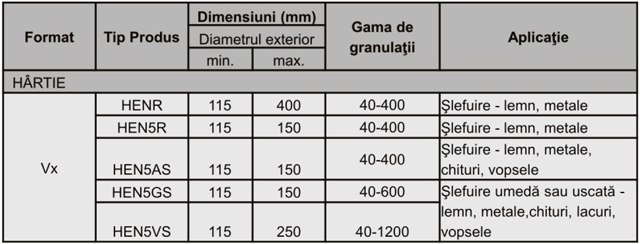
Packing:
Vx - 50 or 100pcs./box, depending on grit size.
Discs are manufactured according to ISO 21950:2001 and 21951:2001 standardsVelcro discs with or without holes

Packing:
SV - 5 pcs./set., 30 sets/box
Disc sets are manufactured according to ISO 21950:2001 and ISO 21951:2001 standardsPlane discs set

Packing:
SDP - 5 pcs./set, 30 sets/box
SSF - 5 pcs./set, 15 sets/box
SVP - 2 pcs./set, 10 sets/box
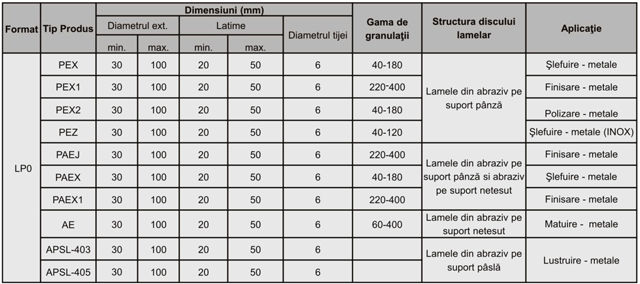
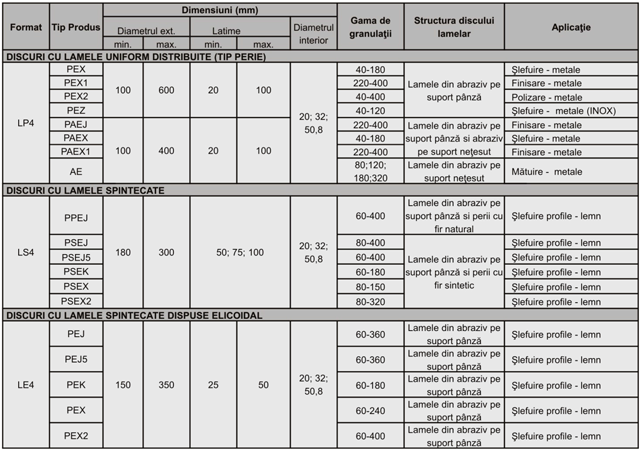
Disc sets are manufactured according to ISO 21950:2001 and ISO 21951:2001 standardsFlap wheels
Flap wheels coding

1. Shape code
- L-flap wheels
2. Flaps disposal
- P - brush type
- R-in flat flaps
- S-split flaps
- E - helicoidal flaps
- F - flap discs
3. Shape
- 0-shaft mounted
- 1- recessed bore
- 2- double side recessed bore
- 3- with bore and nut
- 4- with bore and metallic flanges
- A - flap discs with aluminum backing
- D - Flat flap discs with fiber glass backing
- I - Tapered flap discs with fiber glass backing
4. Dimensions (mm)
- Shaft mounted flap wheels:
External diameter x wide x shaft diameter
- Bore flap wheels:
External diameter x wide x internal diameter
- Flap discs:
External diameter x internal diameter
5. Flap wheel structure
- A -non-woven abrasive flaps
- P - abrasive cloth flaps
- AH - abrasive cloth and abrasive paper flaps
- PA - abrasive cloth and non-woven abrasive flaps
- PP - abrasive cloth and natural brush flaps
- PS - abrasive cloth and synthetic brush flaps
6. Grain type
- E - normal electrocorundum
- ES - semifriable electrocorundum
- EN-white electrocorundum
- EZ - zirconia electrocorundum
- CN - black silicon carbide
- 7. Cloth backing type
- J - thin and flexible coth
- K - medium cloth X-thick cloth
8. Internal coding
9. Grit size
Grit size is according to FEPA, P series standard.
Grit range can be found in the table of each flap wheel sha

Shaft mounted flap wheels
Packing:
40 pes. /Box
Shaft mounted flap wheels are manufactured according to ISO 3919:1999 and SR EN 13743:2009 standards
Flap wheels with bore
Packing:
In accordance with dimensions, product, grit size or order.
Flap wheels with bore are manufactured according to ISO 2976:2005 and SR EN 13743 :2009 standards.
Flap discs
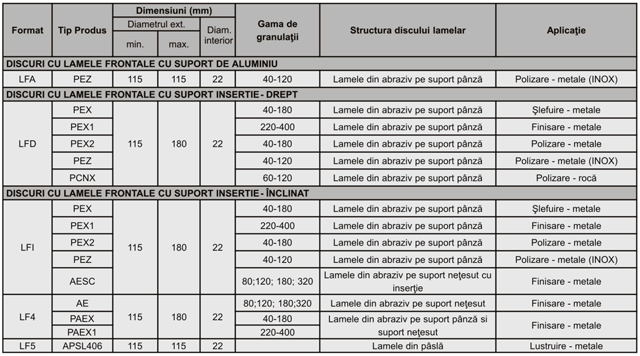
Packing:
10 pcs./box
Flap discs are manufactured according to IS015635:2001 and SR EN 13743:2009 standards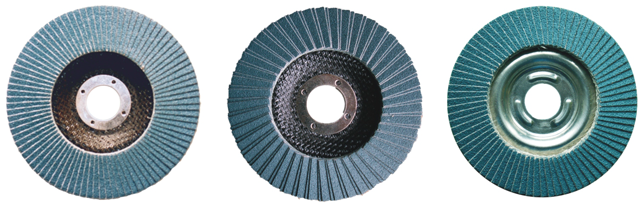
Safety rules
General saftey rules
Abrasive products improperly used can be very dangerous.
-Always follow the instructions provided by the abrasive product and machine supplier.
-Ensure that the abrasive product is suitable for its intended use. Examine all abrasive products for damage or defects before mounting.
-Follow the correct procedures for handling and storage of abrasive products.
- Be aware of the hazards likely during the use of abrasive products and observe the recommended precautions to be taken:
- Bodily contact with the abrasive product at operating speed.
- Injury resulting from product breakage during use.
- Grinding debris, sparks, fumes and dust generated by the grinding process.
- Noise.
- Vibration.
Use only abrasive products conforming to the highest standards of safety. These products will bear the relevant EN standard number EN12413.
Never use a machine that is not in good working order or one with defective parts.
Employers should carry out a risk assessment on all individual abrasive processes to determine the appropriate protective measures necessary. They should ensure that their employees are suitably trained to carry out their duties.
PRECAUTIONS AGAINST LIKELY HAZARDS
Bodily contact with the abrasive product
- Always take great care and attention when using abrasive products. Tie back long hair and do not wear loose clothing, ties and jewellery.
- Prevent accidental start-up of the machine before mounting or changing an abrasive product.
- Isolate machines from their power source where necessary.
- Never remove guards from machines where fitted and ensure they are in good condition and properly adjusted before starting the machine.
- Always use gloves and suitable clothing where the workpiece or machine is hand-held. For gloves, a minimum protection level of EN 388 Category 2 is recommended.
- After switching off the machine, ensure the product has come to rest before leaving the machine unattended.
Injury caused by product breakage
- Always handle abrasives with great care, they are easily damaged.
- Examine all products for defects or damage before use.
- Store abrasives in dry, frost-free conditions avoiding wide variations in temperature.
- Ensure they are properly protected and supported to prevent damage and distortion.
- Coated abrasives should be stored at 18-22° C, 45-65% relative humidity.
- Abrasive belts should be hung on a rod or peg not less than 50mm diameter.
- Check abrasive product or package for any warnings or other safety information.
Noise
- Ear protection complying with EN352 is recommended for all applications where the workpiece or machine is hand-held, irrespective of the noise level.
- Ensure that the correct abrasive product is selected. An unsuitable product can produce excessive noise.
Vibration
- Processes where the workpiece or machine is hand-held can cause vibration injury.
- Action needs to be taken if tingling, pins and needles or numbness is experienced after 10 minutes continuous use of the abrasive product.
- The effects of vibration are more pronounced in cold conditions so keep the hands warm and exercise hands and fingers regularly. Use modern equipment with low vibration levels.
- Maintain all equipment in good condition and stop the machine and have it checked if excessive vibration occurs.
- Use good quality abrasive products and keep them in good condition during their life.
- Maintain mounting flanges and back-up pads in good condition and replace if worn or distorted.
- Do not grip the workpiece or machine too tightly and do not exert excessive pressure on the abrasive product.
- Avoid continuous use of the abrasive product.
- Use the correct product. An unsuitable product can produce excessive vibration.
- Don't ignore the physical symptoms of vibration - seek medical advice.
Injury caused by product breakage
- Ensure that the correct abrasive product is selected. Never use a product if it cannot be properly identified.
- Follow the instructions provided by the abrasive product or machine supplier when mounting abrasive products.
- Observe any mounting indications marked on the product such as direction of run or mounting position.
- Never force the abrasive product onto the mounting fixture or modify it to fit.
- Never exceed the maximum operating speed where specified.
- Check that the correct mounting devices are used and that they are undistorted, clean and free from burrs.
- Use mounting blotters where supplied.
- Do not tighten the mounting device excessively.
- After mounting or re-mounting an abrasive product, conduct a trial run at operating speed with the guard in place for at least 30 seconds, standing clear of the machine before use.
- Never remove guards from machines where fitted and ensure they are in good condition and properly adjusted.
- Ensure that the workpiece is secure and properly supported. Ensure that work rests are properly adjusted and secure.
- Never start the machine with the workpiece in contact with the abrasive product.
- Never apply excessive force or shock to the abrasive product or let it overheat.
- Do not grind on the part of the product that is not designed for the operation. Avoid grinding with the edge of abrasive belts, use the centre of the belt if possible.
- Avoid clogging and uneven wear to ensure that the abrasive product is working efficiently.
- Let the abrasive product stop naturally, not by applying pressure to its surface.
- Turn off and spin out excess coolant before stopping the machine.
- Do not leave abrasive belts under tension when not in use.
Grinding debris sparks, dust and fumes
- Exposure to dust generated from workpiece and/or abrasive materials can result in lung damage and/or other physical injury.
- All dry grinding processes should be provided with adequate extraction facilities.
- Do not use abrasive products near flammable materials.
- The use of respirators complying with EN 149 is recommended for dry grinding processes even if extraction systems are provided.
- Guards where provided should be adjusted to deflect sparks and debris away from the operator.
- Take additional measures to protect people working nearby.
- Eye protection minimum EN166 B level protection level is recommended for all machine using abrasive products.
- Be sure that you have chosen the appropriate abrasive product. An unappropriated product can produce dust in excess.
Disposal of abrasives
Used or defective abrasives should be disposed in accordance with local or national regulations. Further information can be obtained from material safety data sheets provided by the supplier. Be aware that the abrasive product may be contaminated with material from the workpiece or process after use. Disposed abrasive products should be damaged to prevent them from being taken from waste skips and reused
